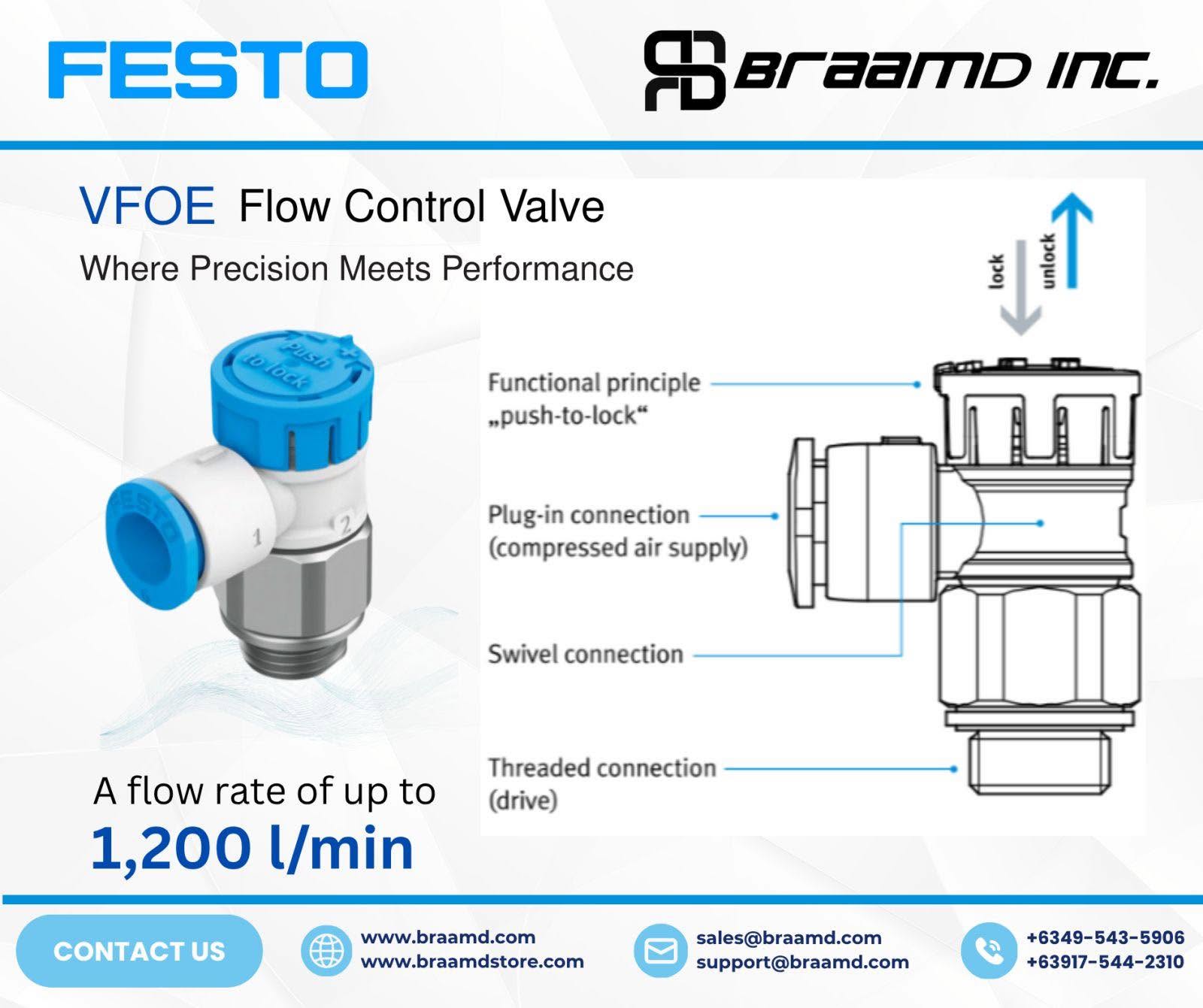
The Festo VFOE Flow Control Valve provides precise and reliable airflow regulation, helping optimize actuator performance while maintaining smooth and efficient operation. Featuring a convenient push-to-lock adjustment mechanism and flow rates of up to 1,200 l/min, the VFOE is designed for flexibility, ease of use, and dependable performance in pneumatic applications.
✅ Precise flow control
✅ Flow rates up to 1,200 l/min
✅ Push-to-lock adjustment
✅ Compact and robust design
Upgrade your pneumatic systems with smarter flow control from Festo.
For inquiries, contact us at sales@braamd.com, support@braamd.com